
{kind=link}
Building a 3D printer is easy. Getting the details right to build a great 3D printer is hard, as this is where most companies fail. Why?
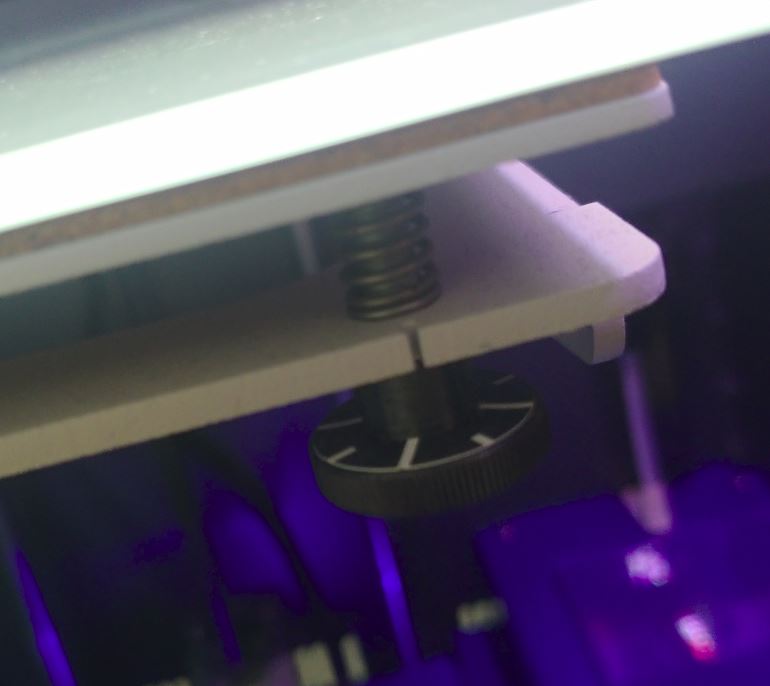
For example, on this printer, the bed is a three-point mount (two wheels for adjustment at the front of the printbed) and the printer’s bed levelling dialogue doesn’t show the height difference that needs to be adjusted (which most 3D printers do). It does show how much it needs to be turned, and the bed levelling wheels have 1/8th turn indicators, making it easy to get it perfect.
In short, instead of an arbitrary number like 0.3mm that has no meaning to the user, they tell the user to turn this knob 1/4 of a turn. An instruction the user can follow.
** Why is this so outstanding? It doesn’t cost much, but it improves the user experience. Are companies blind to these improvements because the engineers are experienced, or is there a lack of testing during development?**
By the way, years ago I did such a fix/modification myself on a Tronxy XY2 pro by adding indicators on the wheel for 0.2mm height difference so I could convert the number to rotation: https://www.printables.com/model/301670-replacement-bed-leveling-wheel
I largely agree with what you’re saying, but was surprised to see that you called out that much variation in thread pitch. I would absolutely expect a lot of variation in the ability to measure z - especially since most printers rely on microstepping here. Thread pitch on the other hand is generally way more consistent. I am not a machinist, but it would be interesting if one chimes in. I don’t know what to ask Google to get some data here, but I strongly suspect there’s a term to use.
Tight tolerances will exponentially skyrocket production cost, period.
While the coffee grinder example is true, this is not at all due to tolerances in the thread pitch used to adjust the distance.
This is because of the tolerances on the burrs themselves and the sideways alignment varies too much, and why it’s better on more expensive models.
Threads are controlled to a fairly tight ISO standard, which can be done very cheaply because of the simple helix shape and ridiculously large quantities.
Burrs on the other hand are much more complex shapes, in much lower quantities, which is why tight tolerances are expensive on coffee grinder burrs and not on simple thread pitches on standard bolts.
Even in millimeters, there’s a wide range in standard thread pitches. 1mm thread pitch in most common screw sizes is generally available, sure, but don’t always fit the “cheapest sufficient part” criteria.
EDIT: Dudes, the standard pitches between various sizes of metric screws does vary. This isn’t in reference to variations within a batch or whatever other garbage take 4 people apparently came up with, its just a fact.
Good lord, I could machine you a set on my lathe, easilly, but its not necessary. Just get you a tap & die:
Where am I getting the idea that these manufacturers don’t think like this and just buy the cheapest crap they can find readilly available? My siblings in christ(or whatever), how do you think we came to be on this subject? Machines are getting put out with components where the pitches are all over the place in locations where it would make more sense to match them up.
Screws of the same pitch will generally be pretty consistent regarding their specified pitch. Unless the manufacturer is randomly grabbing screws, and their matching nuts, from a mixed bin there shouldn’t be much variation.
I didn’t say anything about variation between two screws of the same pitch. There are various pitches for each length/diameter of screw on the market, and some are more common than others.
But this is what everyone else is talking about, because that’s what matters in this case. The manufacturer knows exactly what type of thread they used, and the variances within that type are really small, so they can easily tell how many mm of vertical movement 1/8 of a turn is with high consistency.
No, we were all talking about how they use screws of different pitches, as standard pitches vary with diameter, when they could and arguably should use screws of matched pitches. Some moron read my comment on that last bit as a complaint about variations within a batch of screws of a specific pitch, and other morons ran with it.
If you believe I missed the point that screws of the same pitch, regardless of diameter, would move nuts axially(not just “vertically”, but in the orientation of the screw itself) the same distance with the same turn incriments, then you have no idea what I was saying or can’t be bothered to actually read it.
Imagine me, machining screws on a lathe, as I do, without understanding that its the consistency of the feed screw(or die if using that method) on my lathe that makes it possible. Or that I could switch my SAE feed screw with a metric one to make producing metric screws easier. Or that I could add a 127/100tooth change gear into the mix instead.
Right, I’m the ignorant one here. Machine Fabrication … its literally in my username, but no, misunderstanding/misreading my comments and throwing garbled versions of them at me because others have done so is more important than understanding the topic at hand.